

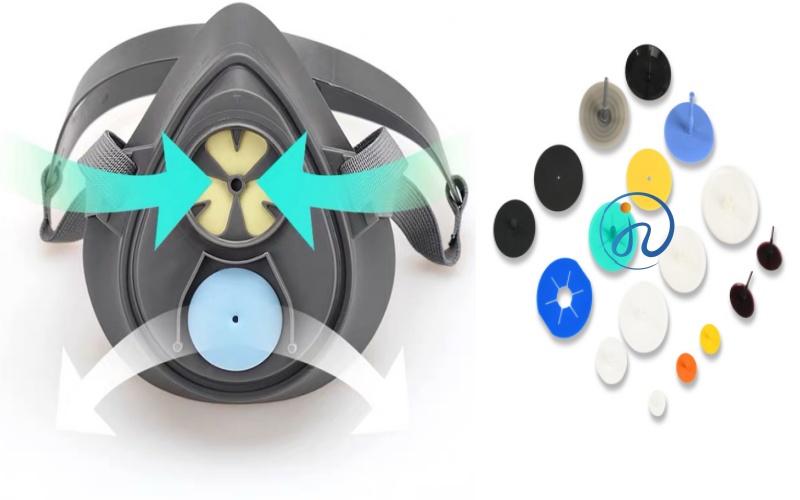
在工业防护领域,防尘面罩的呼吸阀片虽是一个不起眼的小部件,却直接影响着面罩的气密性、呼吸顺畅度和使用寿命。而采用液态硅胶注塑工艺制造的阀片,因其卓越的密封性能和耐用性,已成为高端工业防尘面罩的标准配置。那么,这种精密小巧的呼吸阀片是如何通过液态硅胶注塑工艺生产出来的?本文将从工艺流程、核心设备、模具设计、质量控制等维度进行全面解析,带您深入了解这项关键技术。
一、 为什么呼吸阀片选择液态硅胶?
在深入工艺之前,我们先简要理解为何液态硅胶(LSR)成为呼吸阀片的优选材料:
卓越的密封性: 液态硅胶流动性极佳,能完美复制模具微观结构,制成的阀片边缘薄如蝉翼且平整光滑,与阀座贴合度极高,有效防止粉尘倒吸。
优异的弹性与耐疲劳性: 呼吸阀片需要频繁开合(每分钟数十次),液态硅胶具有极佳的回弹性和耐疲劳性能,百万次开合后仍能保持良好弹性。
柔软舒适: 液态硅胶质地柔软,与面部接触的触感更佳,长时间佩戴不会产生压痕或不适。
耐老化与耐腐蚀: 在粉尘、汗液、油污等复杂环境下,液态硅胶表现出优异的耐老化、耐臭氧性能,使用寿命长。
二、 呼吸阀片液态硅胶注塑工艺流程
液态硅胶注塑是一种高度自动化的精密成型工艺,具体流程如下:
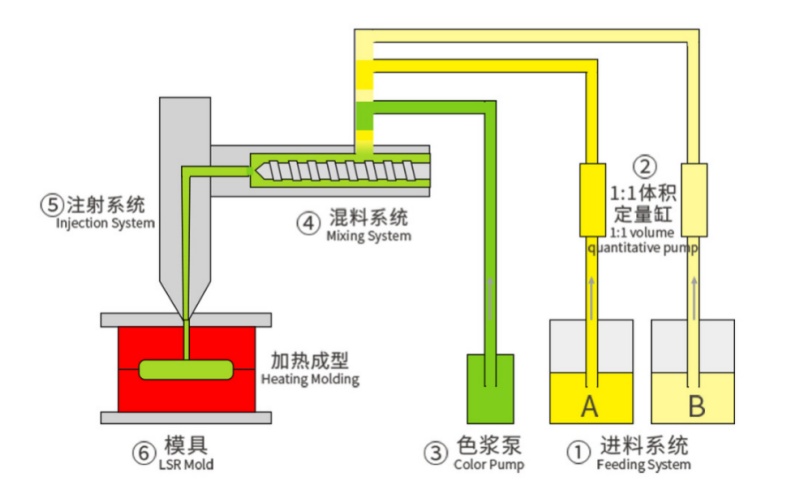
1. 原料准备与供料:液态硅胶以A/B双组分形式供应,分别储存于密封桶中。生产时,通过精密计量泵以1:1的精确比例将A/B组分输送到供料系统。计量精度直接影响硫化效果和产品性能,偏差超过±1%可能导致硫化不完全或物理性能下降。
2. 静态混合:A/B组分在进入注塑机料筒前,会通过静态混合器进行充分混合。静态混合器内部设有特殊结构的螺旋叶片,使胶料在流动过程中不断分割、汇合、旋转,实现均匀混合,无需任何运动部件。
3. 注塑成型:混合后的胶料通过注塑机螺杆计量并注入模具型腔。这一环节的关键参数包括:
注射压力: 呼吸阀片通常厚度仅0.3-0.8mm,结构精密,需要适当的高压以确保胶料快速充满薄壁型腔。
注射速度: 阀片结构细小,需要高速注射以防止胶料在流动过程中提前硫化。
模具温度: 模具温度控制在150-200℃,胶料在高温下迅速硫化成型,单次成型周期通常仅30-60秒。
4. 冷流道技术应用:呼吸阀片注塑的核心技术之一是冷流道系统。冷流道模具通过冷水循环保持流道区域低温(5-15℃),使流道内的胶料始终保持液态不固化;而型腔区域则通过加热板高温硫化。
这种设计带来三大优势:
无飞边生产: 冷流道系统配合精密模具,可实现无飞边(无毛边)成型,省去后续修边工序。
材料零浪费: 流道内的胶料不固化,可连续用于下一模生产,材料利用率接近100%。
效率提升: 无需清理流道废料,实现全自动连续生产。
5. 自动脱模与后处理:硫化完成后,模具自动打开,机械手或顶出装置将成型的呼吸阀片精准取出。采用冷流道系统,产品与流道自动分离,无需人工修边。高品质的呼吸阀片生产后可直接包装使用,无需二次硫化或清洗,确保洁净度达到工业防护标准。
三、 核心设备要求
呼吸阀片的液态硅胶注塑对设备有特殊要求:
1. LSR专用注塑机:耐腐蚀螺杆: 液态硅胶对普通螺杆有腐蚀性,需采用镀铬或特殊合金螺杆。精确温控系统: 料筒需保持低温(20-30℃)防止胶料提前硫化,模具需精确控温在150-200℃。高速注射功能: 呼吸阀片壁薄,需要高速注射能力(注射速度可达200mm/s以上)。
2. 精密供料系统:计量精度: A/B组分供料精度需达到±0.5%,确保硫化均匀。防气泡设计: 供料系统需具备排气功能,防止气泡进入型腔导致产品缺陷。
3. 高精度模具:冷流道设计: 需配备冷水循环系统,精确控制流道温度。排气系统: 呼吸阀片结构细小,模具必须设计精密排气槽,防止困气导致缺料或烧焦。材料选择: 模具钢材需具备优异的导热性和耐磨性,常用S136、420SS等不锈钢。
四、 质量控制关键点
呼吸阀片作为安全防护核心部件,质量控制至关重要:
1. 尺寸精度控制:阀片边缘厚度需控制在±0.05mm范围内,确保与阀座完美贴合。平面度需小于0.1mm,防止翘曲导致密封失效。
2. 物理性能测试:撕裂强度: 阀片频繁翻折,撕裂强度需达到20kN/m以上。压缩永久变形: 长期受压后恢复能力,需小于10%。回弹性: 确保阀门开合灵敏,回弹率需大于90%。
3. 密封性测试:每批次产品需进行气密性抽检,模拟实际佩戴状态,检测泄漏率。需通过耐疲劳测试,模拟百万次开合后密封性不衰减。
4. 洁净度管控:生产环境需达到10万级洁净度标准,防止粉尘污染。采用铂金硫化体系,产品无异味,符合工业防护安全标准。
五、 工艺优势总结
相较于传统固态硅胶模压工艺,液态硅胶注塑制造呼吸阀片的优势显著:
| 对比维度 | 液态硅胶注塑 | 传统固态硅胶模压 |
| 生产效率 | 全自动,30-60秒/模 | 人工操作,3-5分钟/模 |
| 产品精度 | ±0.05mm,无飞边 | ±0.15mm,需修边 |
| 材料利用率 | 98-100% | 70-85% |
| 质量控制 | 稳定一致,自动化检测 | 受人工影响大 |
| 综合成本 | 高效率摊薄成本,大批量更优 | 小批量成本低 |

六、 结语
工业防尘面罩呼吸阀片的液态硅胶注塑工艺,是一项集精密模具设计、自动化设备集成、严格质量控制于一体的先进制造技术。它通过冷流道系统实现无飞边、零废料的高效生产,凭借液态硅胶的卓越性能,制造出密封性优异、耐用可靠的呼吸阀片。对于面罩生产企业而言,掌握这一工艺意味着能够生产出更高品质、更具竞争力的产品。而对于使用者来说,选择采用液态硅胶注塑阀片的防尘面罩,就是选择了更安全、更舒适的呼吸防护体验。
广州佳泽硅胶科技有限公司是一家技术驱动型的企业,专注于高端液态硅胶制品的模具开发与精密成型生产,提供从产品设计研发,模具设计制造到生产的一站式服务。产品领域包括母婴用品,劳保面罩,医疗器械,3C电子,厨房家居,汽车配件等,欢迎前来工厂参观洽谈。


 客服
客服