




吸奶器是许多新生育儿家庭不可或缺的工具,而其内部关键的易损件——鸭嘴阀与吸力隔膜,虽然体积小,却直接决定了吸奶器的吸力稳定性、密封性、卫生安全以及使用舒适度。
这两类配件通常采用食品级液态硅胶(LSR) 制成,要求材料安全、结构精妙、弹性持久。然而,很多品牌方或采购商在开发这类配件时,常常面临三大难题:结构设计不合理导致吸力不足或漏气、模具精度不够造成批次尺寸不稳定、量产良率低导致交期延误。针对以上痛点,咱们提供产品设计 + 模具制造 + 量产交付一体化的完整服务,让您的吸奶器配件项目安稳落地,无后顾之忧。
一、为什么鸭嘴阀与吸力隔膜如此关键?
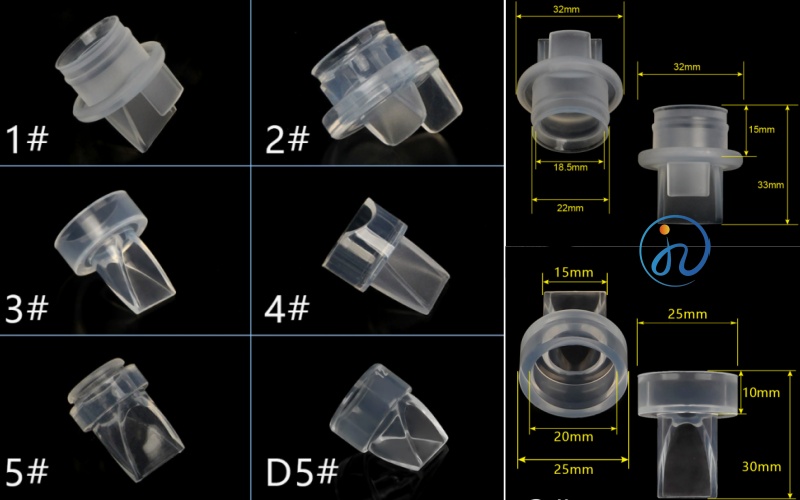
鸭嘴阀:负责控制乳汁单向流动,防止倒流。其开启压力(通常需在0.5~3 inHg范围内)极为敏感:压力太大吸不出奶,压力太小则无法闭合,导致漏气或回流污染。鸭嘴阀的唇口厚度、开合角度、材料硬度都需精确设计。
吸力隔膜:通过往复变形产生负压,模仿婴儿吮吸节奏。它需要承受数万次往复运动而不永久变形或撕裂。隔膜的厚度分布、加强筋设计、硬度梯度直接影响吸力波形是否柔和、稳定。
以上两种配件必须采用食品级液态硅胶,符合FDA 21 CFR 177.2600或EU 10/2011标准,确保无BPA、无塑化剂、无气味,接触母乳绝对安全。
二、我们的一体化服务如何解决开发痛点?
1. 产品设计辅助:从源头规避风险
很多客户的初始图纸是按照普通塑胶或橡胶思路绘制的,并未考虑液态硅胶的成型特性与功能疲劳要求。我们在开模前提供:
结构优化建议:调整鸭嘴阀的唇口厚度(通常0.3~0.6mm)、分模线位置、自复位簧片角度,使开启压力精确控制在目标范围内。
CAE模流分析:模拟硅胶在模腔内的填充路径,提前预测困气、结合线、缺料风险,优化进胶点与排气槽设计。
疲劳寿命评估:针对隔膜,通过有限元分析预测10万次往复后的塑性变形量,确保长期使用不漏气。
成果:客户无需反复改模,T0试模良率即可达85%以上。
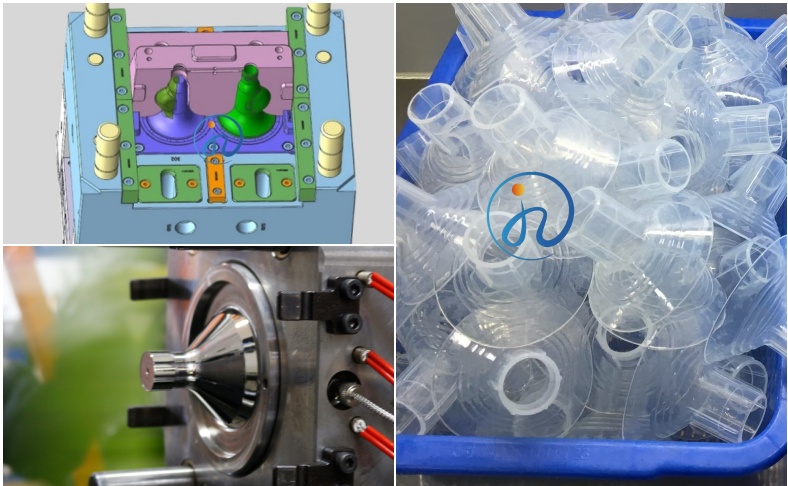
2. 精密液态硅胶模具制造
鸭嘴阀与隔膜通常壁厚极薄(薄处仅0.2~0.4mm),尺寸公差要求高(通常±0.05mm以内),且不能有任何飞边(毛刺),否则会刺伤使用者或影响密封。
我们的模具制造能力包括:
全自动精密加工:配备MAKINO/RODERS高速CNC与EDM,型腔粗糙度Ra≤0.1μm,保证脱模顺畅且产品表面镜面光洁。
无飞边分型面设计:针对鸭嘴阀的开口区域,采用零度分型或剪切式分型面结构,确保合模后完全贴合,杜绝飞边产生。
冷流道+针阀系统:减少材料浪费,同时保证多腔(通常4~16腔)充填平衡,每穴产品重量及硬度一致。
3. 量产交付:稳定的良率与交期
设计再好、模具再精,如果量产不稳定,依然无法保障您的供应链安全。我们提供:
工艺参数固化:将成型温度(通常160~200℃)、注射压力、硫化时间等参数锁定为标准作业程序(SOP),确保不同批次一致性。
在线检测:配备CCD视觉筛选机,自动剔除开启压力超差、缺料、飞边、变形的不良品,出厂不良率控制在0.5%以内。
弹性产能:针对母婴产品季节性波动(如“双十一”前备货),可快速增加注塑机台及两班制生产,确保交货周期。
三、服务流程:从需求到交付的四步落地
需求沟通:您提供产品功能要求(如吸力范围、适配主机型号、预期寿命)或初步草图/样品。
设计协同:我们出具DFM报告及结构优化方案,双方确认后进入模具设计。
模具制造与试模:25~35天出T0样品,提供首样检测报告(尺寸、开启压力、硬度、材质FDA证明)。
量产交付:按订单计划批量生产,每批附COA(出厂检验报告),支持代发或直送您的组装厂。
四、为什么选择我们的一体化服务?
降低试错成本:通过前期设计介入,避免“开模→试模→改模→再试模”的恶性循环,节省至少2~3个月开发时间。
保障良率与交期:模具设计阶段即考虑量产稳定性,结合对赌条款(如量产良率低于95%免费整改),让您安心。
合规无忧:所有材料均可提供FDA、LFGB、RoHS等第三方检测报告,符合国内外母婴品牌准入要求。

总结
吸奶器的鸭嘴阀与吸力隔膜虽是小配件,却直接影响用户体验与品牌口碑。选择一家具备产品设计+模具制造+量产交付一体化能力的供应商,等于为您的项目上了一道“安全锁”。广州佳泽硅胶科技有限公司将食品级液态硅胶的专业经验,转化为您可预期的安稳落地——结构更合理、模具更精密、量产更稳定。



 客服
客服