

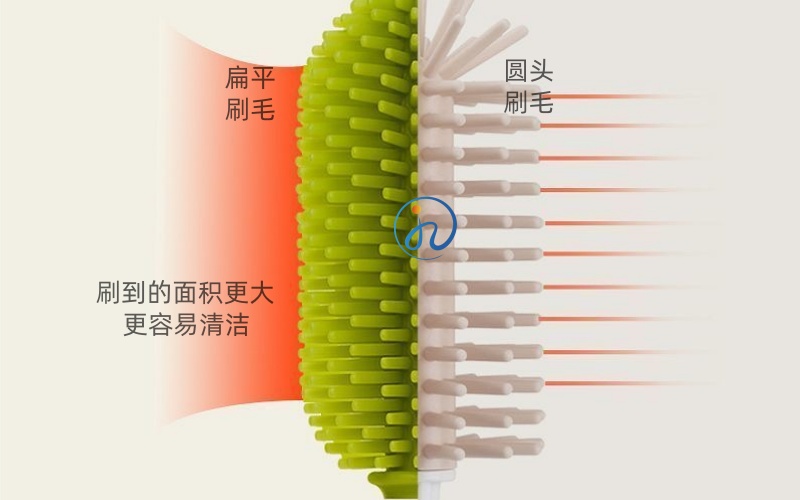
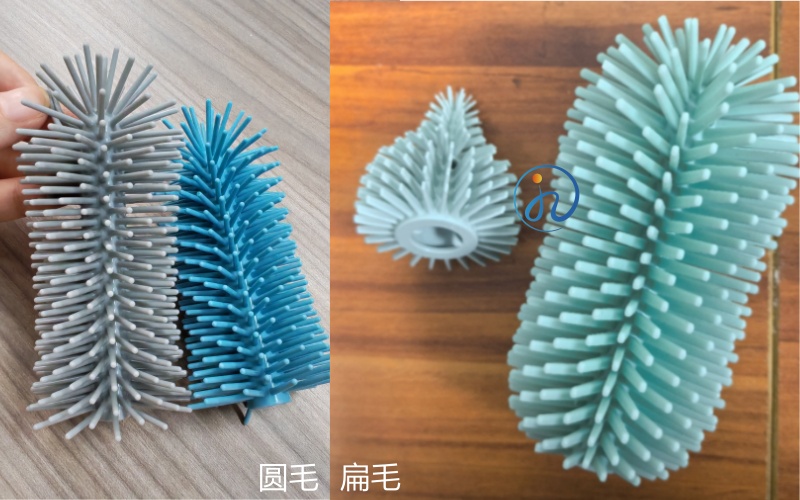
扁毛奶瓶刷是近年母婴用品市场的新兴品类——采用扁平长条状硅胶刷毛替代传统柱状刷毛,在旋转清洗奶瓶时能增大刷毛与瓶体内壁的接触面积,清洁效果更彻底。但这类产品对注塑模具的精度要求更高:刷毛既要足够柔软不伤瓶壁,又要有足够的回弹性反复使用不变形;刷头与刷柄的连接处要光滑无毛刺,避免藏匿细菌。公差控制是决定这一切能否实现的技术前提。

一、FDA食品级液态硅胶对模具的底层要求
FDA 21 CFR 177.2600是美国食品药品监督管理局针对橡胶制品(包括硅橡胶)与食品接触的安全法规,规定了硅胶在食品接触应用中的化学稳定性、无毒性和耐温性要求。该法规的核心逻辑是:硅胶本身可以是无毒的,但在制造过程中添加的交联剂、色膏、硅油、脱模剂可能有毒。
这意味着,模具不仅要保证产品尺寸达标,还要确保成型过程中不引入任何污染物。具体到模具制造层面:
模具钢材:需选用S136镜面钢等耐腐蚀材料,避免长期使用中钢材锈蚀污染硅胶制品。
表面处理:型腔表面需进行镜面抛光至Ra0.05µm以下,确保成型后的产品表面光滑不藏污纳垢,易于清洁。
脱模剂管控:食品级产品应尽量减少或采用食品级脱模剂,避免化学迁移超标。
这些要求直接决定了模具的加工精度等级——只有高精度加工才能实现镜面抛光和紧密配合,从而保障食品级合规。
二、扁毛奶瓶刷的关键尺寸与公差要求
扁毛奶瓶刷的核心结构包括:刷毛(扁平长条状,多根并列)、刷头基体、刷柄连接部。不同部位对公差的要求不同:
| 部位 | 关键尺寸 | 推荐公差 | 超标后果 |
| 刷毛厚度 | 0.6-1.2mm | ±0.05mm | 过厚过硬伤瓶壁,过薄易撕裂 |
| 刷毛间距 | 依设计而定 | ±0.05mm | 间距不均影响清洁效果和外观 |
| 刷毛长度 | 依设计而定 | ±0.10mm | 长短不齐影响使用体验 |
| 刷头外径 | 依设计而定 | ±0.05mm | 过大无法放入瓶口,过小清洁不到位 |
| 分型面毛边 | — | ≤0.02mm | 毛边残留可能脱落进入奶瓶 |
为什么刷毛厚度公差要控制在±0.05mm?因为液态硅胶刷毛厚度通常在0.6-1.2mm之间,0.05mm的公差意味着约5%-8%的相对误差——这是兼顾柔软度、回弹性和成型稳定性的平衡点。公差过宽会导致部分刷毛过厚(手感硬、可能划伤瓶壁)或过薄(易撕裂、寿命短)。LSR包胶模具的公差通常需控制在±0.05mm至±0.2mm之间,而食品级扁毛刷这类高要求产品应取上限——控制在±0.05mm以内
三、模具制造精度的分级标准
液态硅胶注塑成型对模具定位精度要求通常在±0.02mm以内,远高于普通热塑性注塑的±0.05mm标准。这种严苛要求源于液态硅胶粘度低、流动性强,微小间隙就会导致飞边。具体到模具各部位的精度要求:
| 模具部位 | 精度要求 | 说明 |
| 型腔加工 | ±0.005mm | 模具型腔的核心尺寸 |
| 靠破面配合公差 | ≤0.005mm | 防止溢胶产生毛边 |
| 分型面平面度 | ≤0.01mm | 保证合模密封性 |
| 模具整体公差 | ±0.01mm | 行业领先水平 |
液态模具的公差控制标准通常高于固态模具(固态模具分型面公差一般为±0.02mm)。对于扁毛奶瓶刷这种薄壁、多刷毛的复杂结构,应采用IT6级精度标准,型腔加工精度需达到±0.005mm级别
四、材料收缩率的补偿设计
液态硅胶在模具内不会收缩,但脱模和冷却后通常会产生2.5%-3%的收缩。收缩率受多种因素影响:胶料配方、模具温度、脱模温度、模腔压力、胶料流动方向(流动方向的收缩率通常比垂直方向大)。制品外形尺寸也有影响——较厚制品的收缩率一般比较薄者小。如果需二次硫化,还可能再额外收缩0.5%-0.7%。
对扁毛奶瓶刷的工程启示:
模具设计阶段必须预先放大尺寸,补偿2.5%-3%的收缩率。刷毛越长,收缩累积效应越明显,需要更精确的补偿计算。
刷毛扁平结构的收缩方向性差异比圆形刷毛更显著——沿刷毛长度方向和垂直方向的收缩率不同,需在模流分析中精确模拟。优选收缩率≤0.5%的高端液态硅胶(LSR) ,并严控批次收缩波动≤±0.1%
五、分型面与排气系统的精度控制
液态硅胶流动性极好,为避免溢胶,对模具封胶位和分型面有更高的要求。分型面设计要点:
分型线必须精确,以免造成溢胶。各靠破面的配合公差需标注在0.005mm以内。尽量避免在产品不允许毛边处拆镶件或滑块。设计合理有效的溢胶槽。
排气系统设计要点:
通气槽沟一般宽度1-3mm,深度0.004-0.005mm。扁毛刷的刷毛之间是天然的困气区域——每根刷毛之间的狭窄间隙容易滞留空气,导致气泡或填充不足。需在对应位置设置精密排气槽。
若排气不足,空气滞留在胶料内会造成制品表面出现白边或气泡
六、工艺参数对公差的间接影响
即使模具精度达标,不合理的工艺参数也会导致尺寸超差:
| 参数 | 控制要求 | 对公差的影响 |
| 注射压力 | 合理调整,避免过大 | 压力过大导致飞边、尺寸超差 |
| 模具温度 | 均匀分布,闭环控制±1℃ | 温度不均导致收缩不一致 |
| 硫化时间 | 按厚度精确计算 | 硫化不足或过硫影响尺寸稳定性 |
| A/B组分混合比 | 误差≤0.5% | 配比偏差导致硬度不均、收缩波动 |
扁毛奶瓶刷刷毛区域壁厚极薄(0.6-1.2mm),对温度波动尤其敏感——模温每变化5℃,刷毛的收缩率可能产生0.05-0.1mm的偏差。因此建议采用闭环温控系统,控制精度达到±1℃
七、品质保障的检测手段
公差控制的效果需要通过检测来验证:
三坐标测量仪(CMM) :核查刷毛厚度、间距、长度等关键尺寸。CCD视觉检测:在线实时检测外观缺陷和尺寸偏差。SPC统计过程控制:对每批产品的硬度、尺寸进行抽检,确保一致性。硬度检测:食品级扁毛刷通常采用Shore A 40°-60°硅胶,硬度波动需控制在±2°以内
八、我们的服务优势——从模具到量产一站式交付
我们是一家拥有10年以上液态硅胶注塑经验、通过ISO13485认证的精密模具制造工厂,在母婴用品、食品接触级硅胶制品领域具备成熟的开发与量产能力。核心优势:
高精度模具加工:配备CNC加工中心、EDM电火花机、光学磨床等设备,模具公差可控制在±0.01mm以内。型腔加工精度达±0.005mm,关键靠破面配合公差控制在0.005mm以内。
食品级合规保障:模具采用进口S136镜面钢,镜面抛光至Ra0.05以下。提供FDA 21 CFR 177.2600、LFGB等食品级检测报告。
收缩率精确补偿:基于10年LSR注塑经验,对2.5%-3%的收缩率进行精确的模具尺寸补偿。
一站式交付:从DFM分析、模具开发、试模验证到量产交付、后加工组装,全流程内部完成。您只需对接我们一人,责任唯一,交期可控。
全链条品控:来料检测、在线CCD检测、SPC过程控制、第三方合规报告,确保每一批产品的一致性与高良品率。

欢迎携带扁毛奶瓶刷样品或图纸来厂交流,我们将为您提供专业的DFM可行性评估与精准报价。广州佳泽硅胶科技有限公司主营硅胶奶瓶刷代工服务,提供专业模具开发、液态注塑及产品组装等一站式定制方案服务。特色扁平刷毛设计能增强清洁力与耐用性。支持从设计到量产全流程,满足品牌客户贴牌需求,并具备质量体系认证


 客服
客服