

作为模具设计工程师,您可能对热塑性塑料(ABS、PC、PP等)的模具设计驾轻就熟。但当面对液态硅胶(LSR) 注塑模具时,原有的经验很可能失效——LSR是一种低粘度、高流动、热固性、硫化反应成型的材料,其模具设计逻辑几乎完全不同。
一家真正专业的液态硅胶注塑工厂,必须从以下7个核心维度进行深度设计优化。我们是一家拥有10年以上经验、通过ISO13485认证的LSR注塑模具工厂,以下要点均来自长期生产验证。
一、分型面设计:排气是第一优先级
对于热塑性塑料,分型面主要考虑脱模方向与外观。但对于LSR,分型面就是最主要的排气通道。LSR在注塑过程中会产生大量气体(硫化副产物),若排气不畅,产品必然出现气泡、缺料、烧焦。
专业做法:分型面尽可能设置在产品最大轮廓处,并配置深度0.005-0.015mm的专用排气槽。在注塑末端和最后填充区域增加辅助排气镶件。分型面锁紧面宽度控制在3-5mm,其余区域做避空0.02-0.03mm以辅助排气。
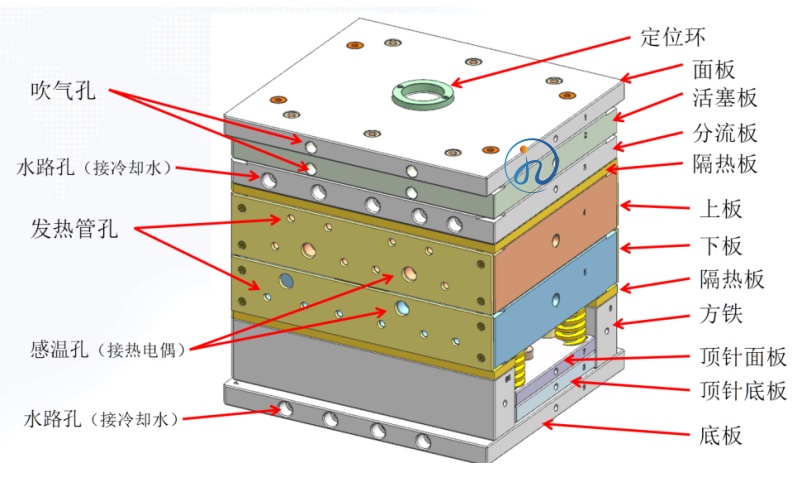
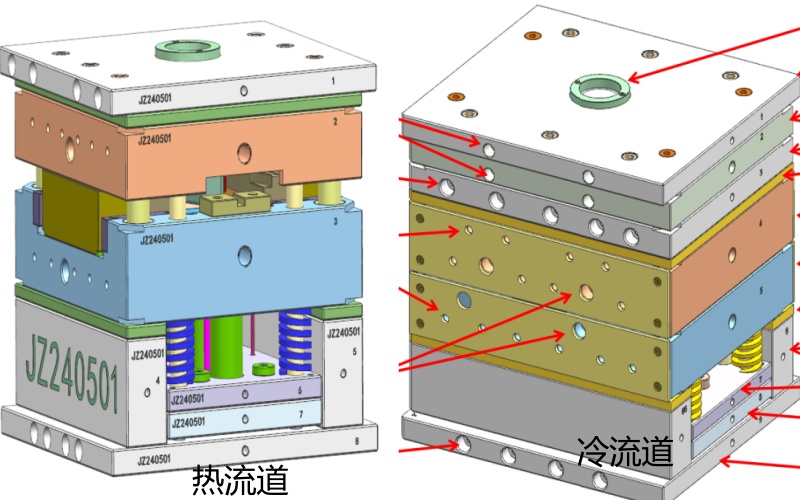
二、冷流道系统 vs 热流道:LSR的特殊选择
LSR是热固性材料,不能使用传统热流道(会让胶料在流道中提前硫化)。因此主流方案是冷流道系统,通过循环冷水将流道温度维持在15-25℃,保证胶料保持液态。
设计要点:冷流道板与模芯之间必须完全隔热,避免热量传导。针阀式冷嘴的阀针动作要精准,防止拉丝或泄漏。流道直径通常Φ4-6mm,转角处采用大圆弧过渡减少压力损失。
对于高产能要求,也可采用无流道注塑(直接通过针阀喷嘴进入模腔),但对模具加工精度和注塑机响应要求极高。
三、排气槽的“隐形设计”|常见误区
许多工程师在设计LSR模具时,照搬塑料模的排气槽深度(0.02-0.03mm),结果飞边严重。LSR粘度极低(约30000-100000 mPa·s),排气槽深度超过0.015mm即会产生毛边。
专业数据:主流排气槽深度:0.005-0.012mm(视LSR牌号而定),排气槽宽度:4-6mm,槽后连接深1mm的排气通道到大气
对于复杂件,我们采用分段可变深度排气或烧结金属排气镶件。
四、脱模机构:LSR易粘模,顶出设计要“温柔”
LSR具有优异的弹性,但同时极易粘附在模具表面(尤其是高温区域)。强制硬顶会拉伤产品或导致变形。
有效方案:
优先采用气动顶出(压缩空气辅助脱模),尤其适合薄壁件。次选大面积推板或大直径顶针(Φ6以上),减小压强。
模具表面进行镍-聚四氟乙烯(Ni-PTFE)涂层或类金刚石涂层,降低摩擦系数。设计足够的脱模斜度(通常1.5°-3°),远大于塑料模。
五、收缩率与尺寸补偿|非线性的挑战
LSR的收缩率与热塑性塑料完全不同:
各向异性明显:流动方向和垂直方向收缩率差异可达0.2%-0.5%。硫化温度影响:实际硫化温度从170℃到200℃变化时,收缩率会波动。
后固化收缩:产品脱模后经二次硫化(200℃/4h),还会有0.1%-0.3%的收缩。
专业工厂的做法:借助Moldflow LSR专用模块进行模流分析,并根据同类型产品的历史数据进行经验补偿。我们积累的10年LSR模具数据库,涵盖了奶嘴、密封件、牙胶等数百种产品的收缩率修正值。
六、温度控制系统|每个型腔独立平衡
LSR硫化过程对温度极其敏感。模温必须均匀控制在160-200℃之间,温差超过±5℃就会导致硫化程度不一、硬度波动。
设计要点:采用分区独立温控,每个型腔附近布置独立的加热棒或油路。冷却系统集中在冷流道区域,与模温区域彻底隔离。使用螺旋流道或扰流栓提高热交换效率。
七、模具材料与热处理|耐受数百万次硫化工况
LSR模具长期工作在高温、含硫气体、高压力环境下。普通模具钢(如P20)很快会被腐蚀或磨损。
推荐材料:型腔:S136(H)不锈钢,热处理至48-52HRC,且必须进行深冷处理。对于高磨蚀性LSR(含填料),选用粉末高速钢(ASP23)或硬质合金镶件。表面处理:镀铬、DLC涂层或PVD涂层,提升抗粘模性能。

我们的服务优势:从模具设计到量产交付,全程工程师对工程师
作为一家有10年以上经验、通过ISO13485认证的液态硅胶注塑工厂,我们不仅为您设计并制造高精度的LSR模具,更提供从模具到量产的一站式交付:
设计协同:您的模具工程师可以直接与我们LSR工艺工程师对接,共同优化分型面、顶出方案和浇口位置。
快速试模:厂内配备全自动LSR注塑机(200T以下多规格),试模数据可实时反馈调整。
批量生产:ISO13485洁净车间,配备自动加料、真空硫化和CCD在线检测,确保每一模产品一致。
模具终身维护:即使模具所有权归您(我们明确确认),我们提供免费的定期保养和寿命预警服务。
您只需要提供产品3D图或功能要求,我们交付量产级模具+合格成品。从设计到量产,无需转厂,无需多端沟通,减少因模具-注塑分离导致的反复试错。

结语
液态硅胶模具设计是一项高度专业化的工程,每一个细节——从0.005mm的排气槽到分区温控的流道布局——都决定了最终产品的良率与模具寿命。如果您正在开发新的LSR产品,或者现有模具存在飞边、气泡、粘模等顽固问题,欢迎与我们交流。
广州佳泽硅胶科技有限公司(10年LSR经验·ISO13485)——我们不仅懂模具设计,更懂量产。如需技术咨询或开模评估,请携带图纸来厂,工程师直接对接。


 客服
客服