

在医用耗材领域,吸痰器中的鸭嘴阀虽小,却扮演着至关重要的角色——它决定了单向气流的可靠性,直接影响患者使用的安全性与舒适度。那么,这样一个高要求的医疗级液态硅胶鸭嘴阀,究竟是如何制造出来的?下面从原料、模具、成型到检测,逐层拆解。

一、原料选型:医疗级液态硅胶的严格门槛
制造鸭嘴阀的第一步,是选用符合ISO 10993生物相容性标准的医疗级液态硅胶(LSR)。这种材料必须具备以下特性:
高纯度:无添加剂、无增塑剂,避免析出物对人体造成刺激。良好的回弹性:确保鸭嘴阀在反复开合后仍能紧密闭合,防止回流。耐温性与耐老化性:可耐受134℃高温蒸汽灭菌,且长期存放不变形。
原料进厂前需通过粘度测试、硫化曲线测试及重金属残留检测,只有批次合格的LSR才能进入生产环节。
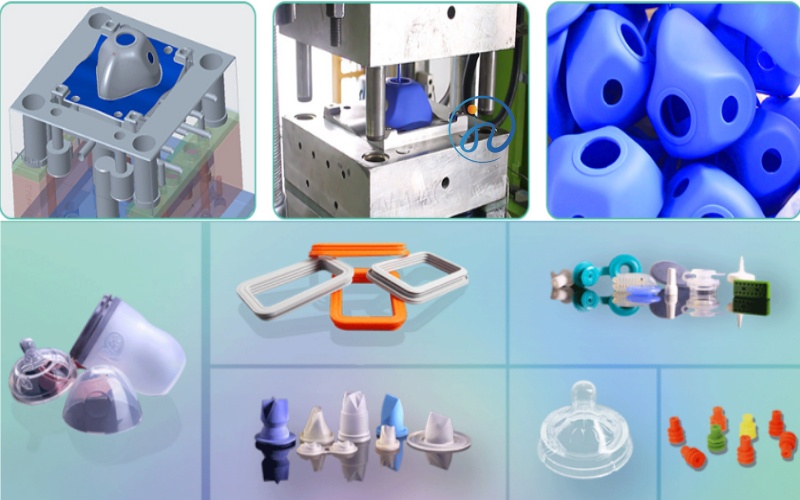
二、精密模具设计:鸭嘴结构的灵魂
鸭嘴阀的核心难点在于其“鸭嘴”形状的单向开口。模具设计需注意:
分型面位置:确保成型后鸭嘴边缘无飞边,避免影响密封。薄壁流道优化:液态硅胶流动性好,但需控制注塑压力,防止鸭嘴尖端填充不足或产生气泡。
自脱模结构:鸭嘴阀体积小、结构细,模具需设计自动顶出系统,减少人工取件造成的损伤。通常采用多腔精密模具(如一出32或一出64),在保证一致性的同时提高生产效率。
三、液态硅胶注塑成型:关键工艺参数
医疗级液态硅胶的成型采用冷流道+热固化注射成型工艺,核心设备为LSR专用注塑机。步骤如下:
1, A/B组分混合:液态硅胶由基胶和固化剂按1:1精确配比,经静态混合器均匀混合。2, 低温注射:混合料在模具冷流道中保持低温(约20-30℃),避免提前交联。
3. 高温固化:注射入模具型腔后,模具加热至150-200℃,硅胶在10-30秒内完成硫化交联。4, 自动脱模:开模后顶针将成品顶出,由机械臂或吹气装置收集。
关键控制点包括注射压力、保压时间、模具温度分布。压力过高会导致鸭嘴粘连,压力过低则出现缺料。
四、后处理与清洗:去除残留物
成型后的鸭嘴阀可能带有微量脱模剂或未完全交联的低分子物质,必须经过严格后处理:
二次硫化(烘烤):在200℃烘箱中持续4-8小时,消除低分子挥发物,提升材料稳定性。毛边修整:采用低温冷冻修边或人工显微镜下修剪,确保鸭嘴边缘光滑无毛刺。超声波清洗:使用纯水或医用级清洗剂,去除表面颗粒物与有机物残留。
五、质量检测:每批次必须通过的关卡
医疗级鸭嘴阀出厂前需执行多项检测,常见项目包括:
单向密封性测试:正向施加5-10kPa气压,测量泄漏量(通常要求≤0.1mL/min)。开启压力测试:检测鸭嘴阀打开的初始压力值,确保患者吸力适中。
疲劳寿命测试:模拟反复开合10万次以上,观察回弹密封性能衰减程度。生物相容性测试(周期性抽检):细胞毒性、致敏反应、皮内反应等。

结语
一个看似简单的医疗级液态硅胶鸭嘴阀,背后涉及材料科学、精密模具、注塑工艺、检测技术等多环节协同。正是每一步的严格把控,才保证了吸痰器鸭嘴阀在临床使用中的安全与可靠。对于医疗器械制造商而言,理解这些制造细节,有助于更好地选择合格供应商,从源头把控产品质量。
广州佳泽硅胶科技有限公司是一家专业专注于液态硅胶注塑成型工艺12年的技术企业。公司深耕硅胶制品领域多年,致力于为客户提供从产品设计、模具开发到批量生产的一站式解决方案,主营业务涵盖液态硅胶(LSR)制品应用于3C电子、厨房家居、汽车机械及医疗器械等行业。凭借稳定的品质、快速的交期与完善的售后服务,广州佳泽已成为众多知名品牌的长期合作伙伴,热枕欢迎各界朋友前来指导洽谈业务。


 客服
客服