

在母婴用品和医疗耗材领域,16穴一次性奶嘴硅胶模具因其高效的生产能力,已成为规模化生产的标准配置。一套高精度的16穴模具,不仅决定了奶嘴的成型质量,更直接影响工厂的生产效率与良品率。那么,生产16穴一次性奶嘴硅胶模具的步骤有哪些?本文将从模具设计到量产验证,为你完整拆解7大核心流程。
第一步:产品建模与模具结构设计
一切从图纸开始。工程师首先会对奶嘴进行3D建模,确定产品的壁厚、弧度、透气孔位置等关键参数。针对16穴结构,设计阶段需要重点解决两个问题:
流道平衡设计:确保液态硅胶能够同时、等压地填充16个型腔,避免出现个别穴位缺料或飞边。
分型面确定:奶嘴属于薄壁件,分型线的位置直接影响脱模顺畅度和产品外观。
此时通常采用模流分析软件进行模拟,提前预判困气、融合线等潜在缺陷。
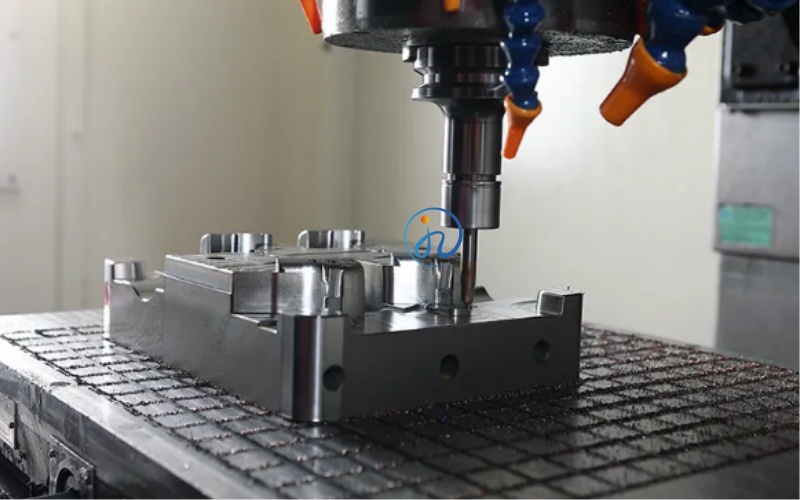
第二步:模具钢材选配与粗加工
模具的寿命取决于材料。对于食品级/医疗级的一次性奶嘴模具,钢材选择至关重要。常用材料包括:
S136不锈钢:耐腐蚀性强,适合抛光至镜面
H13模具钢:耐磨性优异,适合大批量生产
钢材经热处理后,进入CNC粗加工阶段。大型加工中心铣出模具的A板、B板、流道槽和16个型腔的初步轮廓,为后续精加工留出余量。
第三步:精密电火花加工(EDM)
奶嘴内部通常有环形凹槽、品牌LOGO、容量刻度等细微结构,这些是传统刀具难以直接铣削的。此时需要电火花成型加工(EDM):
制作与产品形状相反的铜公(电极)
通过放电腐蚀,将电极形状精确复制到模仁上
确保16个穴位的细节高度一致,表面粗糙度达到Ra0.8μm以下
这一步直接决定了奶嘴脱模后的光洁度和手感。
第四步:真空热处理与深冷稳定
为确保模具在长期高温高压下不变形,粗加工后的模仁需要进行真空热处理,将硬度提升至HRC48-52。
进阶工艺——深冷处理:将模具置于-100℃以下的环境中,彻底消除钢材内应力,稳定尺寸。经过这一步骤,模具的寿命可延长30%以上,特别适合一次性奶嘴这种大批量生产场景。
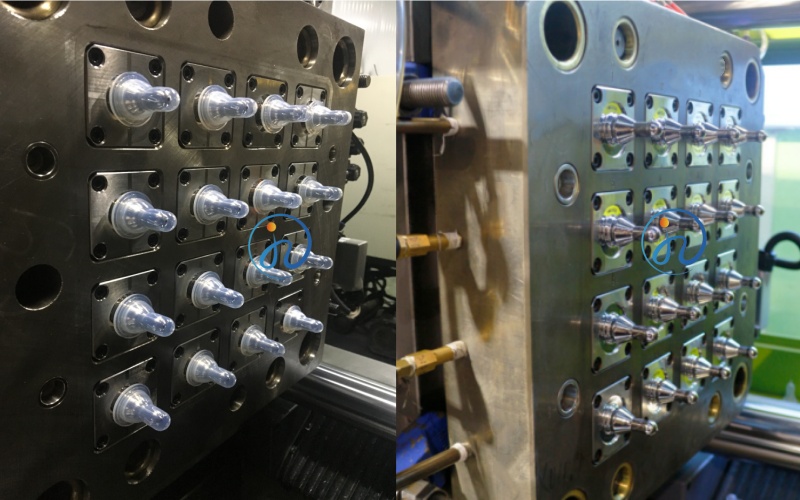
第五步:精细装配与合模调试
当所有模仁、镶件、顶针加工完毕后,进入装配环节。技术师傅需要:
将16对型腔和型芯精准安装到模架上
使用红丹检查分型面的贴合度
调整顶出系统,确保16个产品同时、顺畅脱模
这一步骤的核心是配模精度——分型面贴合不好,就会导致注塑时产生飞边,直接影响产品良率。
第六步:试模与工艺参数优化
模具装配完成后,需要上液态硅胶注塑机进行试模(T1试模)。工程师重点关注三个指标:
填充完整性:16个奶嘴是否全部饱满,有无缺料、气泡
重量一致性:称重每个穴位的产品,偏差需控制在极小范围内
脱模顺畅度:有无粘模、拉伤现象
根据试模结果,微调注射压力、温度、固化时间等参数,直至达到最佳状态。
第七步:后处理与二次硫化
从模具中取出的奶嘴,边缘可能带有微小的进料点痕迹。这时需要进行后处理:
手工修剪或使用冷冻修边机去除毛边
检查外观,剔除缺陷品
为了确保产品的稳定性和安全性,所有奶嘴通常会被送入烘箱进行二次硫化(如200℃下烘烤2-4小时),以稳定其物理性能,去除硅胶异味,确保达到食品级标准。

结语
回到最初的问题:生产16穴一次性奶嘴硅胶模具的步骤有哪些?
从设计、钢材、CNC、EDM、热处理、装配到试模,每一步都环环相扣。一套高精度的16穴模具,不仅是加工技术的集成,更是对细节把控的考验。对于模具厂而言,掌握这7大核心流程,是提升产品竞争力的基础;对于采购商而言,了解这些步骤,也能更好地评估供应商的技术实力。
广州佳泽硅胶科技有限公司深耕液态硅胶(LSR)注塑领域15载,我们专注于为客户提供从模具设计、产品研发到智能化稳定量产的全链条解决方案。凭借生产设备和行业技术领先的专业人才,已为全球超过300家医疗、防护及高端消费品企业提供稳定量产服务,产品良率持续保持在98.5%以上。以精密智造,守护每一份安全与体验。


 客服
客服