

随着第93届中国国际医疗器械博览会(CMEF)临近,注塑技术展区成为医疗器械研发与生产领域专业人士的必看之地。其中,医疗级液态硅胶(LSR)注塑成型工艺因在生物相容性、设计自由度及生产效率上的综合优势,正迅速覆盖从精密导管到给药系统密封件、从呼吸面罩到可穿戴设备内衬的广阔应用场景。本文将系统解析液态硅胶注塑成型的核心技术要点与展会看点。
一、为什么医疗级液态硅胶需要专用注塑工艺?
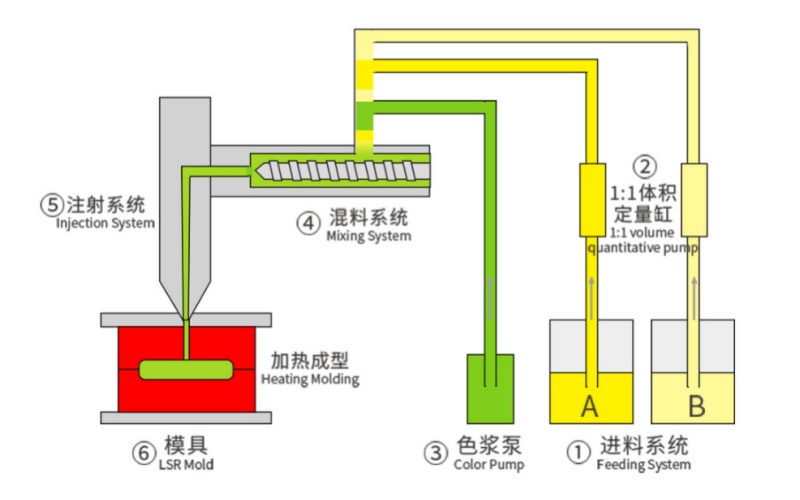
医疗级液态硅胶是双组分热固性弹性体,在未固化前呈液态。其注塑成型与普通热塑性塑料完全不同:
混合与计量:A/B组分需按1:1精确配比,混合不均会导致硫化不完全或机械性能下降。低温反应固化:LSR在模具内通过加热(通常150–200℃)发生加成固化反应,而非冷却凝固。
低粘度高流动性:可填充微细结构,但对模具密封和排气要求更高。因此,通用注塑机无法直接生产医疗级LSR制品,必须采用专用液态硅胶注塑系统。
二、第93届CMEF注塑技术展区核心看点
本届CMEF注塑技术展区将汇聚国内外领先的LSR注塑设备商、模具制造商及辅助系统供应商。以下是值得重点关注的四大技术方向:
1. 全电式LSR专用注塑机
相比液压机型,全电式注塑机具有更高注射精度、更洁净的运行环境、更低的能耗。针对LSR,全电机可实现对注射量的微克级控制,特别适合制造微型导管头端(如外径1mm以下)或微量给药阀膜。展区现场将有设备演示0.01g级注射量的液态硅胶成型过程。
2. 冷流道与无飞边模具技术
LSR注塑中,飞边(溢料)是导致不良品和二次修边成本的主要来源。医疗级制品要求无飞边,以杜绝颗粒污染风险。展会上将展示:
针阀式冷流道系统:使流道内LSR保持低温不固化,减少废料且避免冷料进入模腔。高精度模腔密封技术:配合微米级配合间隙,实现无飞边成型,制品脱模后可直接进入洁净包装。
3. 洁净车间集成生产方案
医疗级液态硅胶制品通常用于与人体血液或组织接触的器械,生产环境必须符合ISO 14644-1 Class 5(百级)或更高标准。展区将呈现全封闭LSR注塑岛,包含:
自动上料与真空脱泡系统,注塑机洁净围护,机器人取件与在线视觉检测,自动装盘与热缩包装,整个流程无需人工干预,更大限度降低微生物与颗粒污染风险。

4. 多组分注塑:LSR与热塑性塑料的复合
通过转盘或夹层模具,LSR可与PC、ABS、PBT等硬质塑料一体注塑成型,制造出软硬结合的复合零件,例如:
带有硅胶密封圈的医用外壳,内嵌LSR气垫的面罩框架,电子元件的防水包胶
本届CMEF将有企业现场演示LSR-LCP复合注塑过程,展示无需二次装配的高效生产方案。
三、关键工艺控制:从材料到成品
要稳定生产合格的医疗级液态硅胶注塑件,以下参数必须严格控制:
| 参数 | 控制要点 |
| 混合比例 | 动态混合监控,偏差超过±1%即报警停机 |
| 注射温度 | 一般控制在20–30℃,过高会导致提前固化(焦烧) |
| 模具温度 | 分区控制(通常160–190℃),保证固化均匀 |
| 注射速度 | 低速填充避免喷射与裹气,高速用于薄壁件 |
| 固化时间 | 根据制品壁厚设定,过短导致欠硫,过长降低效率 |
此外,所有医疗级LSR注塑件出厂前必须经过泄漏测试、尺寸全检、生物相容性抽检等环节,并保留完整的批次追溯记录。
四、哪些医疗器械适合采用LSR注塑工艺?
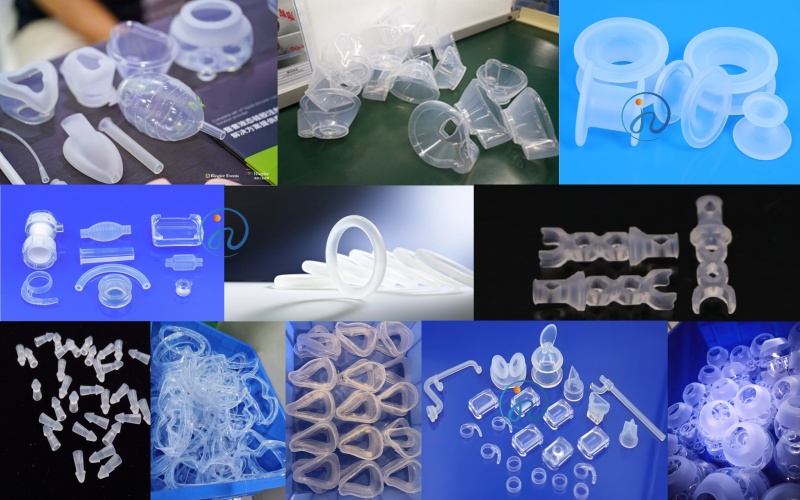
根据第93届CMEF注塑技术展区的展品预告,以下产品类别已成为LSR注塑的典型应用:
给药系统:胰岛素泵储液器密封、自动注射笔活塞、单向阀膜片,呼吸麻醉耗材:硅胶面罩、呼吸管路密封接头、气囊,微创手术器械:穿刺器密封阀、腔镜导管头端,可穿戴医疗设备:心电电极片衬垫、连续血糖仪背胶层,体外诊断耗材:微流控芯片弹性阀、蠕动泵软管
结语
第93届CMEF注塑技术展区为医疗器械研发与生产人员提供了一次近距离了解医疗级液态硅胶注塑成型工艺的机会。从全电精密注塑机到无飞边模具,从洁净车间集成到多组分复合技术,LSR注塑正在成为满足严苛医疗标准的高效制造路径。对于正在寻找下一代医疗器械生产方案的企业而言,关注这一展区将有助于在质量、效率与合规性上获得竞争优势。
广州佳泽硅胶科技有限公司是一家专业专注于液态硅胶注塑成型工艺12年的技术企业。公司深耕硅胶制品领域多年,致力于为客户提供从产品设计、模具开发到批量生产的一站式解决方案,主营业务涵盖液态硅胶(LSR)制品应用于3C电子、厨房家居、汽车机械及医疗器械等行业。凭借稳定的品质、快速的交期与完善的售后服务,广州佳泽已成为众多知名品牌的长期合作伙伴,热枕欢迎各界朋友前来指导洽谈业务。


 客服
客服