

液体硅橡胶制品困气是一个常见的问题,它会影响产品的质量和外观。在液体硅胶LSR注塑过程中,容易发生困气(也称为气泡)。困气是指空气被困在模腔内,无法从模具排气口走出,空气截留常发生在**填充区和厚到薄的区域,在注塑模具中困气会导致成型零件的不良,如缺胶或者气泡。

以下是一些处理液体硅橡胶制品困气的解决方法:
调整工艺参数:
降低注射速度:适当降低注射速度,让硅胶有足够的时间填充模具型腔,防止卷入气体。
降低注射压力:减少困气产生的几率,但需要注意这可能会延长成型周期。
增加保压时间和压力:使硅胶在模具内充分流动,有助于排出气体。
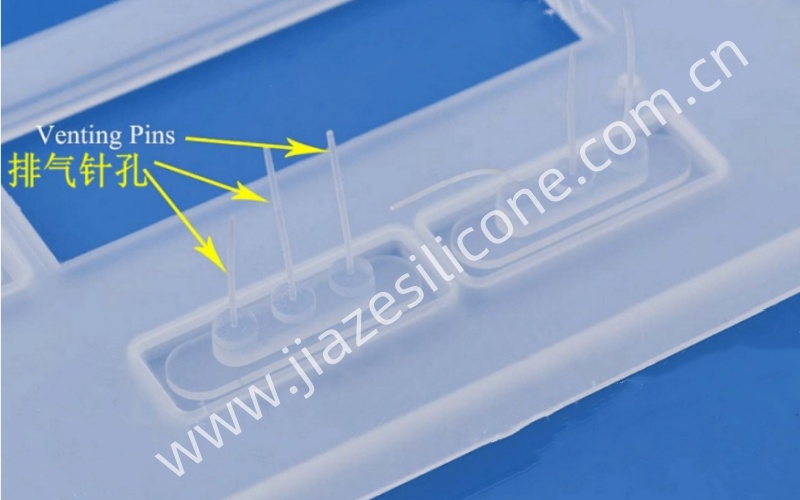
优化模具设计:
设置排气槽:合理设置排气槽,槽的深度和宽度要适宜。深度通常在0.01~0.03mm之间,以确保气体能有效排出。
使用透气钢材料:透气钢具有透气性,有助于模具内的气体排出。
优化进胶点设计:合理的进胶点设计决定了胶的流向和气体的排出途径,是模具设计中的一个关键点。
改进原材料:
选用高质量的液态硅胶:高质量的液态硅胶具有更好的粘度等性能,气体不容易被困住。
真空脱气处理:在硅胶注入模具前,对其进行真空脱气处理,以减少硅胶内部溶解的气体量。
调整生产条件:
增加排气操作:在成型过程中,可以通过加大排气力度、手工撬模辅助排气或加弹簧辅助排气等方式,帮助气体排出。
调整温度:如果产品边缘出现小气泡,可能是由于温度不够导致的流化不彻底。此时可以适当提高温度,以促进硅胶的流动和气体的排出。但需要注意避免高温导致硅胶硫化过快而锁住气体。
检查设备:
检查真空机:如果真空机出现故障或效果不佳,也可能导致硅胶内部气体无法完全排出。此时需要检查并维修或更换真空机。
综上所述,处理液体硅橡胶制品困气需要从多个方面入手,包括调整工艺参数、优化模具设计、改进原材料、调整生产条件以及检查设备等。通过综合应用这些方法,可以有效地解决液体硅橡胶制品困气问题,提高产品质量和外观。

广州佳泽硅胶科技有限公司在液态硅胶模具设计制造和液态硅胶产品生产方面拥有丰富的经验和技术实力,能够应对各种复杂的生产需求。液体硅橡胶产品广泛应用于母婴、医疗、汽车、消费电子等多个领域,拥有稳定的客户群体和市场份额。公司具备专业的模具设计和制造能力,为客户提供高质量的液态硅胶注塑模具和液态硅胶产品的定制加工服务,满足客户对产品的个性化需求。更多内容马上致电18027338968


 客服
客服